Угловые и фасонные фрезы с острозаточенным зубом по способу обработке подобны дисковым фрезам (рис. 4.37). Они изготавливаются, как правило цельными, насадными, а фрезы небольших диаметров иногда имеют хвостовики.
Главные режущие кромки у одноугловых фрез расположены на поверхности усеченного конуса, а у двухугловых – на поверхности двух смежных конусов. Различают два типа угловых фрез: одноугловые (рис. 4.37,г и рис. 4.38) и двухугловые (рис. 4.37,д,е и рис. 4.39)

Рис. 4.37. Фрезы фасонные: выпуклая (а), вогнутая (б), зуборезная (в); угловые: одноугловая (г), двухугловая несимметричныя (д), двухугловая симметричная (е)
У одноугловой фрезы наклон главной режущей кромки характеризуется углом φ; у двухугловой фрезы наклон режущих кромок характеризуется углами φ и δ.
Передний и задние углы угловых фрез рассматриваются в плоскостях N1N1 и N2N2.
Фасонные фрезы представляют собой тела вращения, на наружной поверхности которых располагаются зубья с самыми различными по форме режущими кромками. Они работают так же, как дисковые и угловые фрезы, и предназначены для фрезерования выпуклых или вогнутых фасонных наружных поверхностей, а также прямых или винтовых канавок.
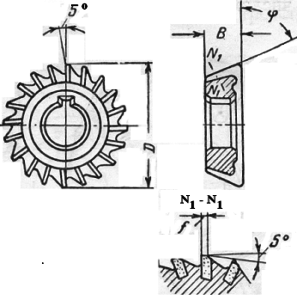
Рис. 4.38. Одноугловая фреза со впаянными пластинами твердого сплава
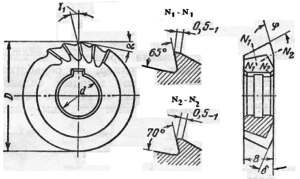
Рис. 4.39. Двухугловая фреза
Типовые фасонные фрезы – это полукруглая выпуклая (рис. 4.40) и полукруглая вогнутая (рис. 4.41). Число зубьев фасонной фрезы берется в зависимости от ее диаметра:
| диаметр фрезы, мм | 45…55; | 60…65; | 70…90 |
|
число зубьев |
14; |
12; |
10 |
Чтобы не искажать профиля режущей кромки фасонной фрезы, ее зубья затачивают с передним углом γ=0о. Черновые фрезы можно затачивать с положительным передним углом.
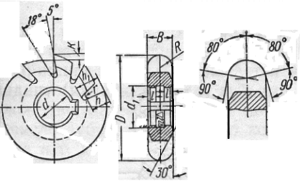
Рис. 4.40. Фасонная фреза с выпуклым профилем

Рис. 4.41. Фасонная фреза с вогнутым профилем
Задний угол для периферийной части режущей кромки затачивается равным 10…15 о.
Конструкция фасонной фрезы (с напаянными пластинами твердого сплава) для фрезерования канавок метчиков приведена на рис. 4.42, а. Недостатком такой фрезы является то, что при выкрашивании хотя бы одной пластины фреза на длительное время выходит из строя. Более совершенны в этом отношении фрезы со вставными зубьями (рис. 4.42, б), у которых предусмотрено крепление зуба 1 при помощи клиновидной втулки 2 и дифференциального винта 3.
В последние годы многогранные пластины используются при конструирование фрез, предназначенных для обработки фасонных поверхностей (рис. 4.43). Оснащение насадных фасонных фрез набором пластин с закреплением их винтами на корпусе можно обеспечить обработку поверхностей практически любой формы. Однако, корпуса таких фрез с гнездами под пластины технологически сложны, и обработка их возможна исключительно на станках с ЧПУ.
Фасонные фрезы по исполнению можно отнести к специальным фрезам. Они предназначены для обработки сложноконтурных поверхностей деталей, обрабатываемых в условиях крупносерийного и массового производства.
Установление на одну оправку нескольких таких фрез образуют формообразующую поверхность на заготовке, которую во многих случаях возможно обеспечить, используя только специализированные станки, например, копировальные. Кроме того, при необходимости, за счет углового смещения одной фрезы относительно другой, можно перераспределить нагрузку на зубья или управлять количеством одновременно работающих зубьев. Выбор варианта установки фасонных блоков фрез на одной оправке зависит от поставленной задачи процесса резания, которая может формулироваться либо повышением производительности обработки заготовок, либо увеличением периода стойкости инструмента и т.д. Фреза может состоять из отдельных дисков, соединенных между собой стопорными винтами или шпонками.
