Измерение углов заточки у фрез производятся с помощью штанген-рейсмаса или специального угломера, а также с помощью приборов для контроля резцов и фрез общего назначения моделей: К33-7 (для фрез с цилиндрическим и коническим хвостовиком диаметром 2…50 мм); К30-3 (для отрезных фрез диаметром 63…250 мм); К32-1 (для стандартных торцовых и дисковых фрез диаметром 100…250 мм). Последние моделей приборов относятся к специальным и изготавливаются по заказу в ОАО «ВНИИинструмент».На рис. 4.62 показан пример использования угломера при аттестации переднего и заднего угла фрезы.
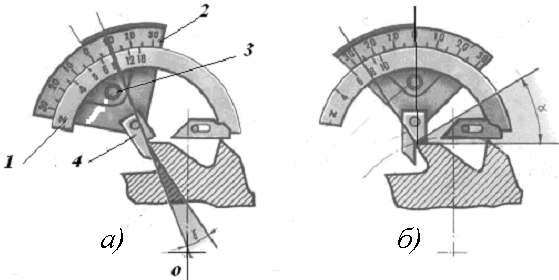
Рис. 4.62. Измерение геометрических параметров фрезы угломером: 1 – дуга со шкалой; 2 – сектор; 3 – винт; 4 – опорная линейка; — передний угол; — задний угол.
Контроль дефектов поверхностного слоя осуществляется визуально или с помощью лупы или цеховых средств контроля. Допускаемые отклонения величин углов заточки приведены в табл. 4.14
Радиальное биение зубьев фрез контролируется с помощью индикатора; фреза закрепляется на оправке и устанавливается в центрах. Величины допускаемого радиального биения зубьев фрез относительно отверстия приведены в табл. 4.15
|
Таблица 4.14 . Допускаемые отклонения углов заточки фрез |
|||
| Измеряемый угол | Величина углов, град. | ||
| До 10 | 10…20 | Свыше 20 | |
| Задний угол по главной режущей кромке, α | ±1о | ±2о | ±3о |
| Задний угол по торцовой кромке, α1 | ±1о | ±2о | — |
| Передний угол, γ | ±1о | ±2о | — |
| Главный угол в плане, φ | — | — | ±(2…3о) |
| Угол в плане по переходной режущей кромке, φ0 | — | ±2о | — |
| Вспомогательный угол в плане, φ1 | ±(0о30/…1о) | — | — |
|
Таблица 4. 15. Допускаемое радиальное биение зубьев фрез, мм |
||||||
|
D, мм |
Тип фрезы | |||||
| Цилиндр., дисковый |
Торцо- вый |
Сборный | Концевой | Отрезной, прорезной |
Фасонный | |
| < 100 | 0,05…0,1 | — | 0,015…0,03 | 0,02…0,04 | ||
| 100…125 | 0,06…0,12 | — | — | 0,03…0,06 | 0,02…0,05 | |
| 125…`160 | 0,08…0,12 | — | — | — | — | |
| >160 | 0,08…0,15 | |||||
