Конические колеса с круговыми зубьями нарезают на станках, работающих резцовыми головками по методу обката (станки мод. 5Т23А, 5240 и др.). В процессе нарезания режущие зубья резцовой головки воспроизводят поверхность зуба производящего колеса. В таких станках различают (рис. 4.65):
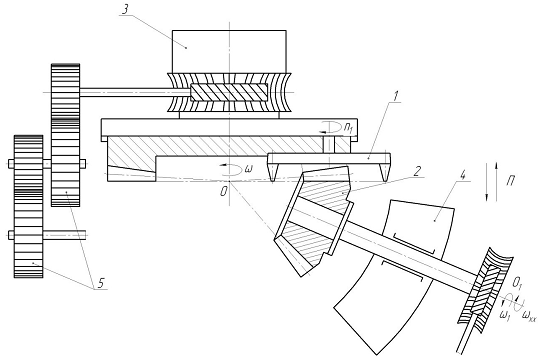
Рис. 4.65. Схема нарезания конических колес с круговыми зубьями по методу обкатки: 1 – резцовая головка; 2 – нарезаемое коническое колесо; 3 – плоское колесо (воображаемое); 4 – поворотный стол; 5 – сменные шестерни
а) движение резания – независимое вращение резцовой головки 1 (n1, об/мин);
б) движение обката, состоящее из вращения ω люльки 3 с воображаемым производящим колесом и вращения ω1 нарезаемой головки 2, согласованного с вращением люльки посредством сменных колес 5;
в) отвод заготовки от резцевой головки П по окончании нарезания очередного зуба;
г) движение деления – оно сообщается заготовке во время возвращения люльки в исходное положение после нарезания очередного зуба (движение ωх.х.).
Конические колеса с круговыми зубьями нарезают как при помощи плоского производящего колеса, когда ось резцовой головки параллельна оси люльки (рис. 7.2, а); по такому принципу работают, например, станки мод. 5123А, 5240, так и при помощи конического производящего колеса (рис. 7.2, б) когда имеется возможность повернуть заготовку с резцовой головкой на некоторый угол φn по отношению к плоскости вращения люльки П0; этот принцип используется, например, в станке мод. 5Б27.
По назначению головки подразделяются на двусторонние и односторонние. Двусторонние головки предназначаются для чернового нарезания и чистовой обработки одновременно обоих сторон впадины зубьев колеса. Односторонние головки могут обрабатывать только одну сторону зуба: вогнутую или выпуклую. По направлению вращения (в процессе резания) головки могут быть правые и левые. Общий вид двусторонней головки приведен на рис. 7.3. Головка имеет два типа резцов: наружные 6 и внутренние 5, устанавливаемые поочередно.
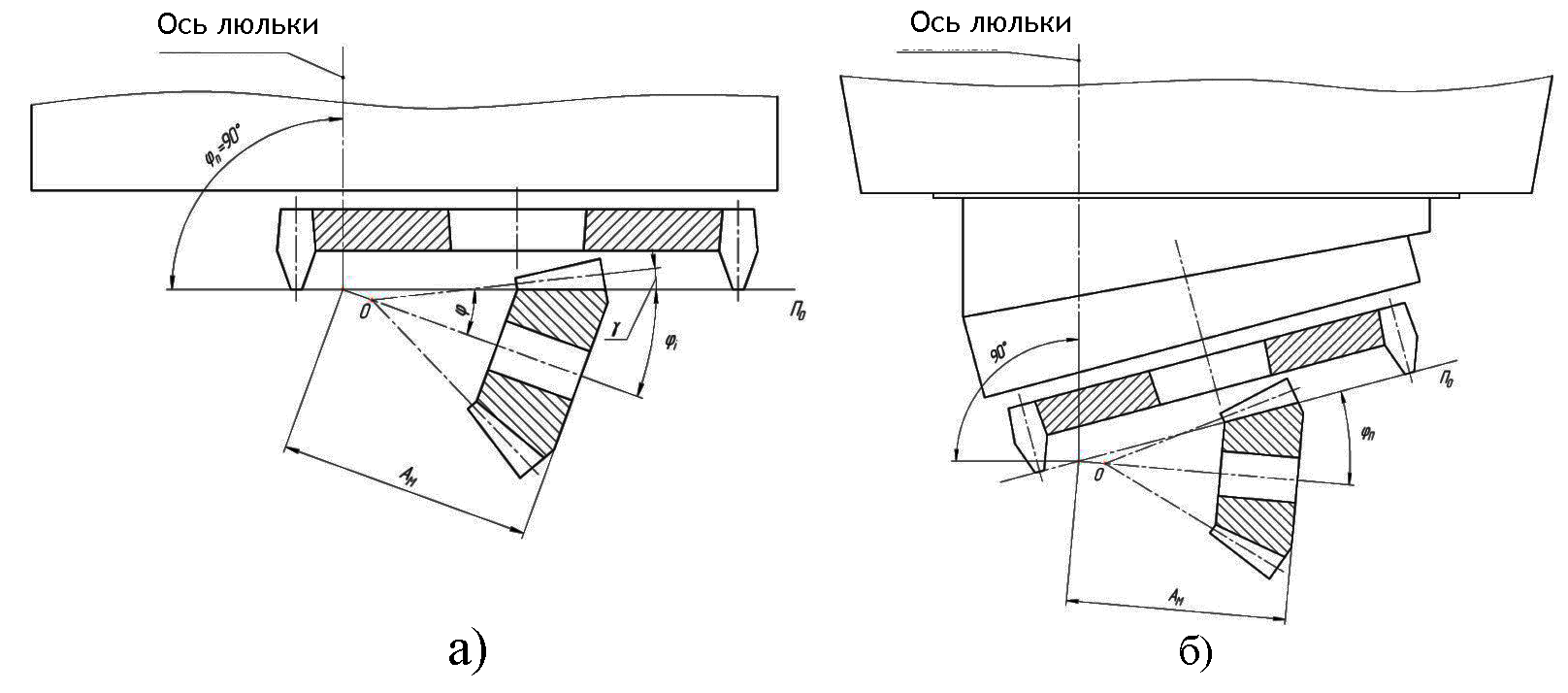
Рис. 4.66. Производящее колесо станка: а) плосковершинное; б) конусовершинное
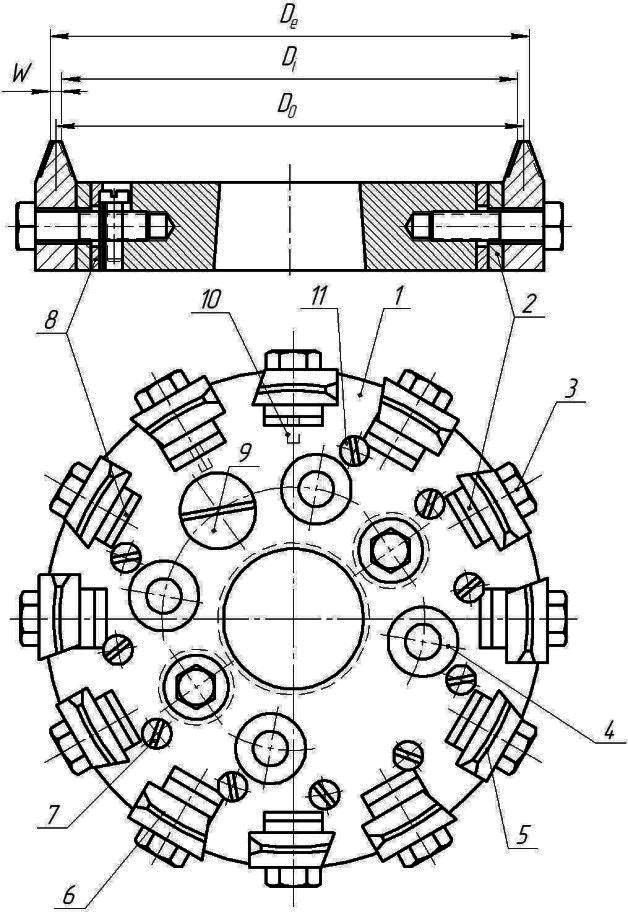
Рис. 4.67. Резцовая двухстороняя головка: 1 – корпус; 2 – прокладка; 3,9 – винт; 4 – отверстие; 7 – регулировочный винт; 8 – регулировочный клин; 10 – шрифт; 11 – отжимной винт
Наружные резцы обрабатывают вогнутую сторону зубьев колеса внутренние – выпуклую. Вершины режуших кромок наружного и внутреннего резцов находятся на разных расстояниях от оси резцовой головки. Расстояние между вершинами режущих кромок наружного и внутреннего резцов называется разводом резцов и обозначается буквой W. Диаметр окружности, проходящей через вершины кромок наружных резцов, называется наружным образующим диаметром Dе, а проходяший через вершины кромок внутренних резцов – внутренним образующим диаметром Di. Соответствующий диаметр (D=De+Di)/2 называется номинальным диаметром, который для диаметров головок нормализован.
