Дисковые фрезы предназначены для обработки узких поверхностей, прорезки пазов, подрезки уступов, отрезки заготовок и т.п. Дисковые фрезы работают в тяжелых условиях несвободного (закрытого с нескольких сторон) резания; процесс фрезерования часто сопровождается вибрациями.
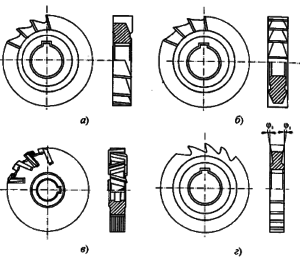
Рис. 4.28. Виды дисковых фрез: а – двухсторонние; б – трехсторонние; в – трехсторонние с разнонаправленными эубьями; г – пазовые; — угол поднутрения
Различают следующие виды дисковых фрез: двухсторонние, трехсторонние, пазовые, прорезные и отрезные (рис. 4.28).
У двухсторонних дисковых фрез (рис. рис. 4.28, а) зубья размещены на цилиндрической и одной торцовой поверхностях, а у трехсторонних (рис. 4.28, б) – на обоих торцах. Соответственно эти фрезы могут обрабатывать две или три взаимно перпендикулярные поверхности в пазах и уступах. Фрезы изготавливаются с крупными зубьями (для черновой обработки) и мелкими (для чистовой обработки). Первые характеризуются удалением больших объемов металла из глубоких пазов, выемок, поэтому они имеют большой объем стружечных канавок. Зубья у этих фрез при малой ширине режущих кромок или прямые, или наклонные к оси. Наклонные зубья к тому же обеспечивают более равномерное фрезерование, имеют благоприятную геометрию торцовых зубьев и лучшее удаление стружки.
Трехсторониие фрезы изготавливают с разнонаправленными зубьями, что позволяет создать на торцовых режущих кромках положительные передние углы γ>0 (рис. 4.28, в). При переточке ширина такой фрезы уменьшается, поэтому используют также сдвоенные фрезы, состоящие из двух половинок, между которыми закладывают мерное кольцо. Геометрические параметры трехсторонней дисковой фрезы с равнонаправленными зубьями показаны на рис. 4.29.
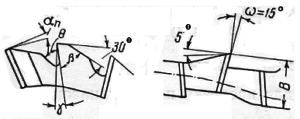
Рис. 4.29. Трехсторонняя дисковая фреза с равнонаправленными зубьями
Цельные фрезы изготавливают диаметром d = 63…125 мм и шириной B = 6…28 мм, а сборные со вставными ножами диаметром d = 75…200 мм и шириной B = 12…60 мм. Такие фрезы изготавливают из быстрорежущей стали с креплением в клиновидных пазах с помощью рифлений (рис. 4.28, в). Дисковая фреза со вставными ножами показана на рис. 4.30.
Дисковые фрезы, оснащенные твердосплавными пластинами с механическим креплением, в последние годы получили большое распространение. В конструкциях этих фрез используются способы крепления пластин конструктивно по аналогии с торцовыми фрезами. Однако здесь возникают дополнительные трудности, связанных с необходимостью размещения элементов крепления в узких корпусах фрез. У трехсторонних фрез необходимо также обеспечить надежный отвод стружки и положительные передние углы на торцовых режущих кромках.
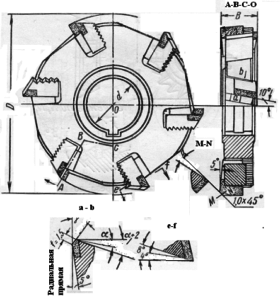
Рис. 4.30. Трехсторонняя дисковая фреза, оснащенная пластинами твердого сплава
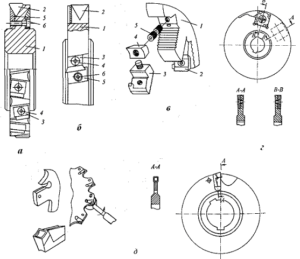
Рис. 4.31. Дисковые фрезы, оснащенные СМП: а – трехсторонняя с «от-крытыми» базами под пластины; б – трехсторонняя с базированием пластин во вкладышах; в – с креплением пластин и вкладышей винтами; г – с тангенциальным креплением пластин; д – со специальными пластинами для отрезных работ (слева показана схема снятия пла-стины)
На рис. 4.31, а показан вариант дисковой фрезы, у которой трехгранные пластины 2 (без отверстия) крепятся в корпусе 1 с помощью клиньев 3 и винтов 4, а также колец 1 и служат одной из баз под режущие пластины. Другой базой являются открытые пазы в корпусе фрезы с разным направлением наклона к оси смежных зубьев, обеспечивающим надежный отвод стружки и положительные передние углы на торцовых режущих кромках.
На рис. 4.31, б показана схема крепления трехгранных пластин 2 во вкладышах 5 клиньями 3 и винтами 4. Вкладыши 3 имеют V-образные пазы под пластины и располагаются со стороны передней поверхности пластин 2. Они крепятся в корпусе 1 винтами 6. У таких фрез вкладыши сменные, корпус хорошо предохраняется от повреждений, обеспечивается нормальный отвод стружки, но они могут успешно применяться только при относительно небольших глубинах резания.
На рис. 4.31, в показан вариант крепления пластин 2 винтами с конической головкой через отверстие к вкладышу 3. Крепление вкладыша в корпусе производится клином 4 и винтом 5.
Схема крепления пластин дисковых фрез, работающих с небольшими глубинами и шириной среза, показана на рис. 4.31, г. Специально разработанные пластины, имеющие положительные передние углы, крепятся непосредственно к корпусу винтами с двух его сторон.
Замена пластин при поломках или выкрашевании производится с помощью специального ключа (рис. 4.31, д).
Специальная форма передней грани пластин обеспечивает хорошее дробление стружки, наименьшие силы резания и высокую надежность фрез.
На рис. 4.32 показана дисковая трехсторонняя фреза с механическим креплением трехгранных пластин с задними углами.
Фреза представляет собой корпус 1, в пазах которого помещаются вставки с трехгранными режущими пластинами 3. Режущие пластины 3 прикреплены к вставкам винтами 6 , а сами вставки крепятся к корпусу крепежными винтами 4, 5.
В дисковых фрезах большое внимание уделяется повышению надежности крепления режущих пластин, их размещению и регулированию. На рис. 4.33 представлена схема трехсторонней дисковой фрезы с регулируемыми пластинами 2 (типа параллегограммма), расположенными в корпусе 1.
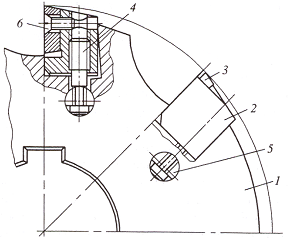
Рис. 4.32. Дисковая трехсторонняя фреза с механическим креплением трехгранных пластин с задними углами
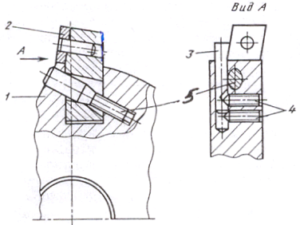
Рис. 4.33. Схема трехсторонней дисковой фрезы с регулируемыми пла-стинами: 1 – корпус; 2 – режущие пластины; 3 – регулировочный штифт и винт; 5 – крепежный винт
За счет перемещения регулировочного штифта 3 и скоса, а также винтов 4, регулируется положение пластин в осевом направлении. Фиксируется их положение винтом 5.
Пазовые фрезы (рис. 4.34, г) предназначены для фрезерования пазов точных по ширине. Пазовые фрезы имеют меньшую длину режущих кромок с геометрическими параметрами зубьев γ=10…15о, α=20о. Вспомогательные режущие кромки на торцах получают заточкой с углом в плане φ1=1…2о. Пазовые фрезы изготавливают диаметром 50…100 мм и шириной 3…16 мм.
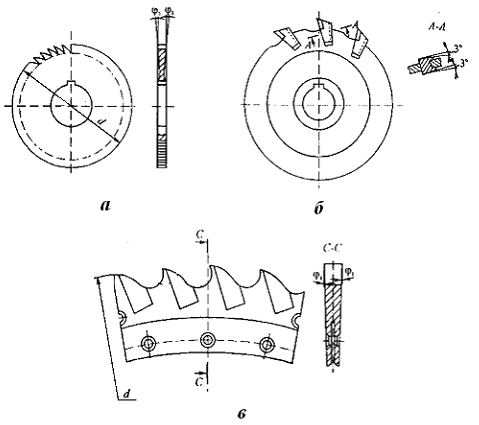
Рис. 4.34. Фрезы прорезные и отрезные: а – прорезная (шлицевая) и отрезная цельная; б – отрезная сборная (пила со вставными ножами); в – сегментные; d- диаметр фрезы; φ1— угол поднутрения
Фрезы прорезные и отрезные по форме зуба подобны пазовым и используются для прорезки неглубоких и узких пазов шириной В = 0,2…6,0 мм, а также для разрезки заготовок любого профиля и толщины. Цельные фрезы диаметром 20…315 мм изготавливают с мелкими, средними и круп>ными зубьями, у которых углы γ=0…10o, α=20o, φ1=30/…1o (рис. 4.34, а).
Сборные фрезы диаметром 250…2000 мм оснащаются вставными ножами (рис. 4.34, б) или сегментами из быстрорежущей стали. Сегменты состоят из 4…8 зубьев и закрепляются заклепками на диске пилы, который изготавливается из обычной конструкционной стали (рис. 4.34, в).
Условия работы прорезных и отрезных фрез достаточно сложные, что связано с их небольшой шириной и недостаточной жесткостью. Для повышения стойкости фрез их зубья, которые могут иметь форму без ленточки (рис. 4.35, а) и с ленточкой (рис. 4.35, б) затачиваются без ленточки. Угол торцового поднутрения составляет от 1030/ до 50. Угол торцового поднутрения φ1 составляет от 1o30/ до 5o.
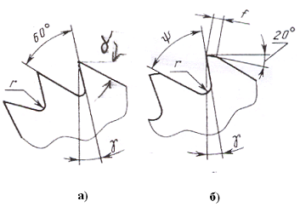
Рис. 4.35. Формы зуба отрезной фрезы; без ленточки (а); с ленточкой(б)
Отрезные фрезы изготавливаются с мелким зубом (1 тип), со средним зубом (2 тип) и крупным зубом (3 тип). Тип 3 позволяет создать условия разделения стружки и улучшить условия резания, особенно при разрезке заготовок значительных размеров. Путем перераспределения усилий резания между зубьями можно повысить стойкость фрез и производительность обработки.
Сегментные фрезы (пилы) являются разновидностью отрезных фрез (рис. 4.36). Сегментные фрезы предназначены для разрезки крупных заготовок, поэтому при диаметре заготовки более 250 мм становится целесообразным их изготавливать сборными – из отдельных сегментов. Фактически сегментные фрезы больше похожи на пилы (спинка зуба выполняется по дуге, передний угол γ выбирается от 0 до 25о, задний угол α= 12…16о, высота зуба h=0,5*S, где S – шаг между зубьями). Однако в отличие от пилы в сегментных фрезах отсутствует разводка зубьев.
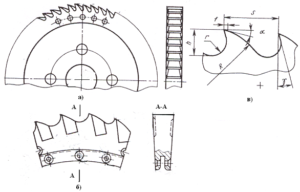
Рис. 4.36. Схема сегментной отрезной фрезы (пилы) из быстрорежущей стали: а – внешний вид пилы; б – сегмент; в – геометрия сегмента
