Структура узлов и типовые схемы компоновок
На рис. 4.47 представлена схема основных составных частей агрегатных станков (АС) любой компоновки.
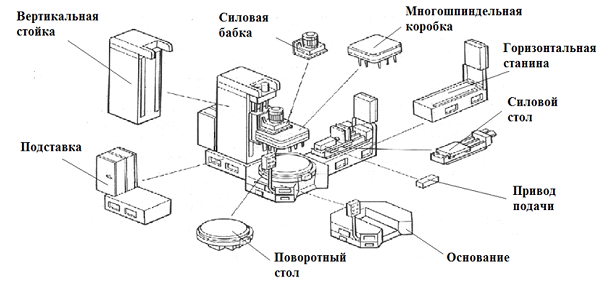
Рис. 4.47. Структура агрегатных узлов
Несущей частью АС является вертикальная стойка с направляющими, по которым перемещается каретка (силовой стол), имеющая собственный привод подачи . В зависимости от принятой концепции конструирования, привод подачи может быть механический (асинхронный односкоростной с винтовой парой, преобразующей вращательное движение в поступательное), гидравлический или пневматический. На каретке размещается силовая бабка, соединенная с многошпиндельной коробкой. В состав силовой бабки входит электродвигатель, редуктор, размещенный в корпусе, и выходной вал, передающий вращательное движение на многошпиндельную коробку. Количество и расположение шпинделей многошпиндельной головки определяется обрабатываемой деталью.
Для горизонтального расположения силового стола имеются горизонтальные станины, на специальном кронштейне которого (наверху) имеется электрический шкаф управление горизонтальной головкой. Силовой стол горизонтального исполнения конструктивно аналогичен столу вертикального исполнения. Исполнительный шпиндель в горизонтальном варианте АС может быть также многошпиндельным или одношпиндельным, к примеру, расточным, как это показано на рисунке.
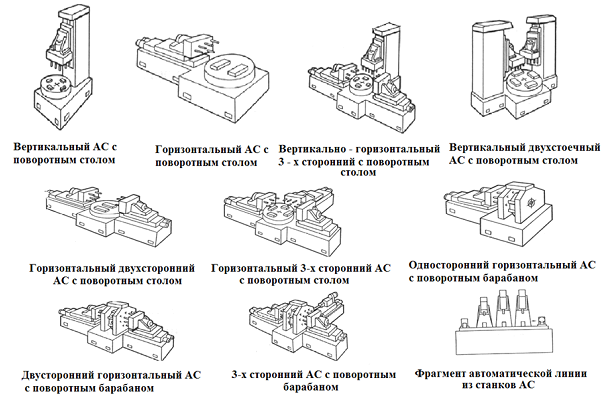
Рис. 4.48. Типовые схемы компоновок АС
Центральную часть АС составляет основание (станина) с пультом управления, на которое устанавливается поворотный делительный стол. Этот стол предназначен для установки и закрепления обрабатываемой детали в приспособлении (на рисунке не показан), а также для осуществления поворота (деления) обрабатываемых деталей в позиции обработки. Количество делений поворотного стола определяется технологической необходимостью. Обычно это количество равно 2, 4, 6, 8. Вертикальная стойка базируется на станине подставке, в свободной задней части которой крепится шкаф управления станком.
На основе заранее спроектированных агрегатных узлов можно практически компоновать неограниченное количество АС. Эти станки по своему назначению относятся к специальным станкам, поскольку они способны обрабатывать детали только (в основном) одного наименования и большого годового объема. Эффективность работы таких станков возможно только в том случае, если их загрузка будет составлять не менее 80% годового фонда работы оборудования. На рис. 4.48 представлена общая классификация компоновок АС.
Первый ряд АС основан на компоновке с поворотным столом, второй – с поворотно-делительным барабанов, ось вращения которого горизонтальна и третий – с прямолинейным перемещением обрабатываемых деталей.
