Нарезание прямозубых колес. Зубодолбежные станки (полуавтоматы и автоматы) предназначены для нарезания цилиндрических зубчатых колес, наружного и внутреннего зацепления с прямыми и косыми (винтовыми) зубьями, боковых колес, колес с буртами, зубчатых муфт, реек, храповиков и т. д. Зубодолбежные станки работают инструментом, имеющим форму зубчатой рейки, зубофрезерной головки (рис. 4.60,а), либо зубчатого колеса –зубофрезерного долбяка (рис. 4.60,б).
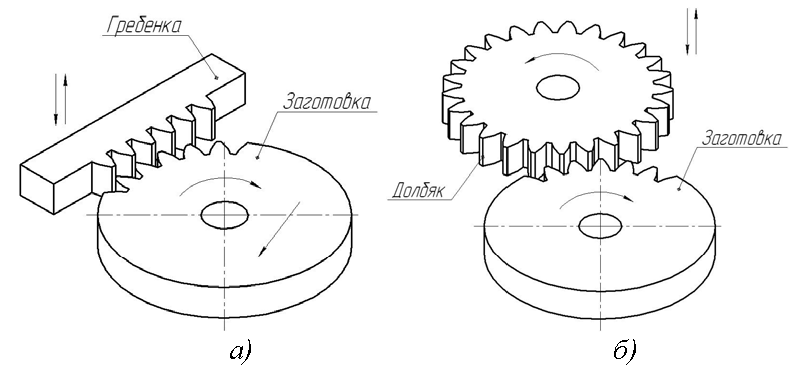
Рис. 4.60. Схемы нарезания зубьев: а) зуборезной гребенкой; б) долбяком
Станки первого типа называют чаще зубострогальными. Наибольшее распространение получили станки, работающие долбяком, как более производительные (в этих станках не прерывается процес резания для деления заготовки) и более универсальные – на них можно выполнять все работы, которые производятся на зубофрезерных станках, за исключением нарезания червячных колес, а также нарезать колеса с внутренним зацеплением. Производительность этих станков ниже, чем зубофрезерных, однако они незаменимы при нарезании колес внутреннего зацепления практически любого диаметра, а также зубчатых блоков, в которых растояние между венцами недостаточна для выхода фрезы. Специфические области применения долбяков: нарезание зубьев «в упор» на блочных (многовенцовых) колесах и на колесах с буртами; нарезание колес внутреннего зацепления; нарезание шевронных колес с непрерывным зубом (без канавки для выхода инструмента); нарезание точных зубчатых реек методом огибания. Для зубодолбежных станков, работающих долбяком, характерны следующие основные движения (рис. 4.61):
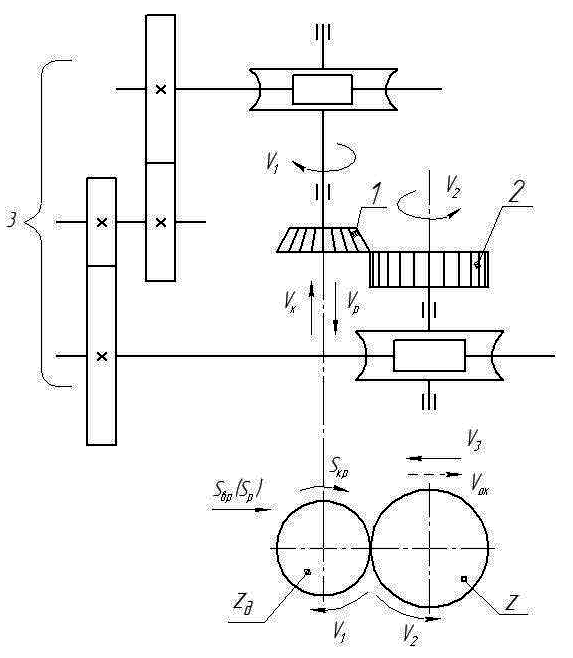
Рис. 4.61. Принципиальные движения механизмов в зубодолбежном станке
а) поступательное движение резания, совершаемое долбяком только в одну сторону (рабочий ход) Vp, и возвращение долбяка в исходное положение – холостой ход (Vx);
б) непрерывное вращение долбяка (V1) и заготовки V2 для осуществления круговой подачи (делительного движения). Скорости вращения долбяка и заготовки так взаимно согласованы с помошью сменных колес, что за один оборот долбяка заготовка делает Zд/Z оборота, где Zд – число зубьев долбяка, а Z – зубьев нарезаемого колеса;
в) движение врезания (радиальная или врезная подача) Sвр производится перемещением оси долбяка в направлении к оси заготовки при возвратно-поступательном движении долбяка и круговой подаче Sкр после того, как долбяк врежется в заготовку на нужную глубину (т. е. на высоту зуба). Круговая подача и движение резания продолжаются до тех пор, пока заготовка не совершит один полный оборот. За это время нарезание всех зубьев заканчивается, и станок автоматически выключается. Нарезание зубчатого колеса может производиться за один, два или три прохода;
г) отвод стола с заготовкой от долбяка или долбяка от заготовки происходит во время каждого холостого хода для предохранения режущих кромок от чрезмерного износа, а боковых поверхностей зубьев колеса от повреждений.
В зубодолбежных станках средних размеров от долбяка отводится стол с заготовкой. В станках тяжелого типа отвод заготовки сообщается штосселю с долбяком (станки 5140, 5В150 и др.) Зубодолбежные станки выполняются с вертикальными или горизонтальными шпинделями. Станки с горизонтальным шпинделем, обычно работающие двумя долбяками, применяются для нарезания прямозубых и косозубых колес наружного и внутреннего зацепления, а также для нарезания шевронных зубчатых колес без средней канавки. Наибольшее распространение получили зубодолбежные станки с
вертикальным шпинделем, среди которых, кроме станков работающих долбяком, имеются также станки, работающие по методу копирования при помощи многорезцовой зубодолбежной головки. Производительность зубодолбежных станков, работающих многорезцовыми головками, в 8–10 раз выше производительности обычных зубодолбежных станков и более, чем в 4 раза повышает производительность при зубофрезеровании.
Нарезание косозубых колес. Косозубые колеса нарезают косозубыми долбяками, при этом угол наклона зубьев долбяка должен быть равным углу наклона зубьев нарезаемого колеса, а направление их зубьев должны быть разноименными: правозаходные колеса должны обрабатываться левозаходными долбяками, левозаходные, наоборот – правозаходными (для нарезания колес с наружным зацеплением). Для нарезания колес с внутренними зубьями применяются долбяки с одноименным направлением зубьев: правое колесо нарезается правым долбяком, левое – левым.
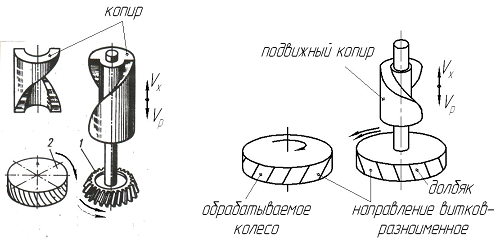
Рис. 4.62. Схема обработки косозубых колес
При нарезании косозубых колес долбяк, кроме возвратно- поступательных движений и вращательного движения подачи, должен совершать еще дополнительный поворот. Его задают долбяку винтовыми направляющими – копирами.
Недостатком этого способа нарезания косозубых колес является то, что с изменением угла наклона зубьев колеса должна изменяться как винтовая направляющая, так и долбяки.
Расчетные перемещения те же, что при нарезании цилиндрических колес с прямыми зубьями. Одна часть копирной втулки (рис. 4.62) крепится жестко к шпинделю долбяка, другая – крепится жестко к червячному колесу, которое сообщает долбяку медленное вращательное движение.
