К зуборезным относятся фрезы, предназначенные для нарезания зубьев у цилиндрических, конических и червячных колес, нарезания шлицев, зубьев на различных деталях типа звездочек, храповых колес и т.д.
Зуборезные фрезы разделяются на две группы: работающие по методу копирования и методу обкатки. К первой группе относятся пальцевые и дисковые модульные фрезы, ко второй группе – червячные фрезы
Пальцевые модульные фрезы (рис. 4.45) применяются для нарезания зубьев у крупномодульных (модуль больше 6 мм) зубчатых колес или у шевронных колес, а дисковые (рис. 4.46) – у прямозубых и косозубых модуля до 10 мм, причем с точностью не выше 8-й степени (по ГОСТ 1643–81)
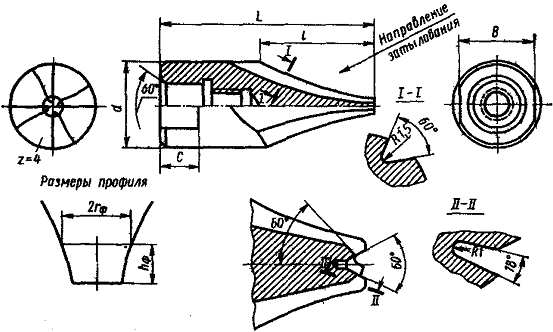
Рис. 4.45. Пальцевая модульная фреза
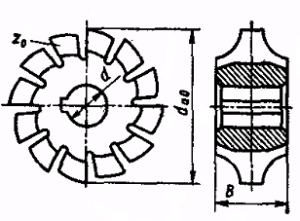
Рис. 4.46. Дисковая модульная фреза
Профиль пальцевых и дисковых фрез зависит от числа нарезаемых зубьев z колеса и от угла b их наклона. При нарезании прямых зубьев профиль этих фрез совпадает с профилем впадины зубьев колес в торцовом сечении. Поэтому расчет профиля этих фрез сводится к определению координат профиля впадины зубьев колеса.
Стандартные дисковые модульные фрезы выпускаются в виде наборов из 8 и 15 фрез. Каждая фреза из набора предназначается для определенного диапазона чисел зубьев колеса, причем их профиль рассчитан для прямозубого колеса по меньшему числу в этом диапазоне. Если требуется использовать фрезу из набора для зубонарезания косозубого колеса, то предварительно требуется определить так называемое «приведенное» число зубьев, зависящее как от числа зубьев z косозубого колеса, так и от угла наклона b этих зубьев. Существующая методика определения «приведенного» числа zпр зубьев основывается на допущении, что в нормальном сечении к зубьям косозубого колеса профиль этих зубьев близок к профилю прямозубых колес, профильный угол которых равен профильному углу по нормали косозубого колеса.
Среди инструментов, предназначенных для нарезания зубьев цилиндрических колес, червячные зуборезные фрезы являются наиболее распространенными. Это объясняется высокой производительностью процесса зубонарезания, а также универсальностью червячных зуборезных фрез: одной фрезой данного модуля можно нарезать зубья как прямозубого, так и косозубого колеса внешнего зацепления с правым и с левым направлением зуба.
Червячная фреза представляет собой червяк, обращенный в режущий инструмент путем прорезания стружечных канавок (осевых или винтовых) и придания получившимся при этом зубьям задних углов. Конструкция червячной зуборезной фрезы показана на рис. 4.47.
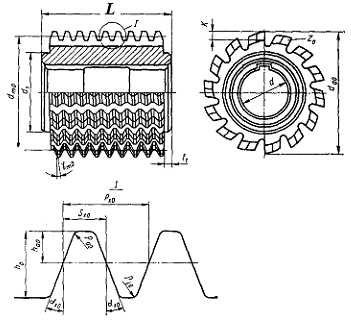
Рис. 4.47. Червячная модульная фреза
Червяк, положенный в основу червячной фрезы, носит название базового или основного. Правильное профилирование червячной фрезы заключается в том, чтобы обеспечить расположение режущих кромок зубьев фрезы точно на витках основного червяка. По типу основного червяка червячные фрезы классифицируются на эвольвентные (а), архимедовы (б) и конволютные (в) (рис. 4.48).
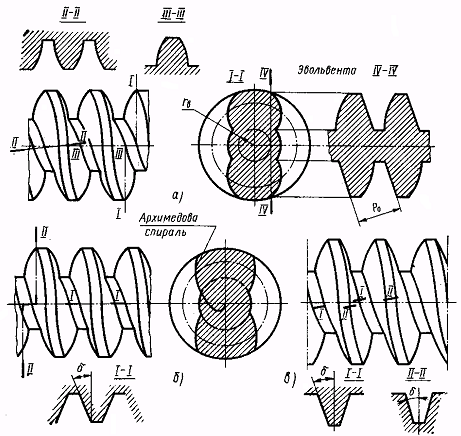
Рис. 4.48. Разновидности червячных фрез: а – эвольвентные; б – архимедовы; в — конволютные
Из указанных фрез только фрезы, спрофилированные на базе эвольвентного червяка, обеспечивают теоретически точное нарезание зубьев с эвольвентным профилем. Однако ввиду сложности профилирования червячной фрезы по этому типу основного червяка на практике червячные фрезы профилируют также на базе архимедова и конволютного червяка. В зависимости от этого червячные зуборезные фрезы и подразделяются на эвольвентные, архимедовы и конволютные.
Первые имеют криволинейный профиль в осевом и нормальном сечениях к виткам и прямолинейный – в плоскости, касательной к основному цилиндру червяка, вторые – прямолинейный трапециевидный профиль в осевом сечении, а третьи – такой же профиль в нормальном сечении к виткам или впадине витков червяка. Именно в этих сечениях у червячных архимедовых и конволютных фрез задается профиль. Технологически наиболее просты в изготовлении червячные фрезы конволютного типа, но они дают наибольшую погрешность профиля зубьев колес.
По конструкции червячные фрезы разделяются на насадные и хвостовые, цельные и сборные, с правым и левым направлением витков, однозаходные и многозаходные.
Для массового и крупносерийного производства червячные фрезы выполняются сборной конструкции, один из видов которой показан на рис.4.49.
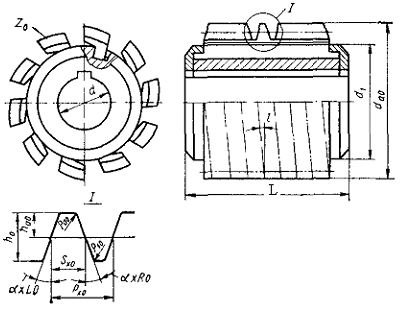
Рис. 4.49. Сборная червячная фреза
Ряд параметров фрезы относится к числу конструктивных, а другие определяются путем расчета. К числу конструктивных относятся наружный диаметр фрезы da0, диаметр посадочного отверстия dопр, длина фрезы L, а также заходность винтовой нарезки z10 рабочей части фрезы. Чем больше наружный диаметр da0 фрезы, тем меньше угол подъема витков фрезы, больше число режущих зубьев, легче осуществляется профилирование фрезы и, следовательно, улучшаются точность и шероховатость обработанной поверхности. Поэтому для чистовых червячных фрез наружный диаметр da0 принимается большим, чем для черновых. При выборе наружного диаметра учитываются также модуль нарезаемых зубьев и паспортные данные зуборезного станка. Это также относится к выбору dопр диаметра посадочного отверстия. Длина фрезы L должна быть не меньше определенной расчетной величины, но обычно она значительно больше с учетом возможных передвижек фрезы вдоль оси взамен периодических заточек зубьев. Все эти конструктивные параметры можно выбирать по соответствующим стандартам (ГОСТ).
Червячные фрезы для нарезания червячных колес в отличие от червячных зуборезных фрез для нарезания зубьев цилиндрических колес по типу и размерам основного червяка являются точной копией червяка, сопряженного с нарезаемым червячным колесом. Поэтому делительный диаметр, тип основного червяка, шаги по нормали и оси, заходность винтовой нарезки фрезы и т.п. должны точно совпадать с аналогичными параметрами червяка червячной пары. В расчет червячных фрез для червячных колес входят лишь корректировка тех размеров фрезы, которые могут изменяться в процессе переточки фрезы (например, наружный диаметр фрезы), и длина рабочей части, которая должна быть несколько больше, чем у червяка.
При переточке как наружный диаметр da0, так и диметр делительного цилиндра dmo уменьшается, что влечет за собой увеличение угла винтовой канавки ω. Чтобы уменьшить наблюдающееся искажение профиля зуба при переточках (рис. 4.50) , для расчета принимают измененный диаметр делительного цилиндра:
dmo= da0 – 2 h1 – 0,25K, где К – величина затылования в мм.
Расчетный диаметр dmo должен занимать среднее положение между диаметром новой и изношенной фрезы (рис. 4.51). Методика расчета показана с использованием рис. 4.51 – 4.53 с теми обозначениями размеров, которые показаны на этих рисунках.
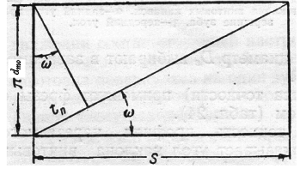
Рис. 4.50. Развертка делительного цилиндра червячной модульной фрезы
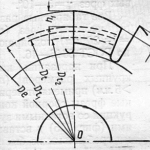
Рис. 4.51. Определение расчетного делительного диаметра
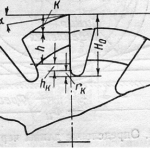
Рис. 4.52. Затылованная форма зубьев червячной модульной фрезы
Стандартные высота головки зуба h1 и высота ножки h2 берутся равными 1,25 m, поэтому высота профиля зуба H = h1 + h2 = 2,5 m,
Полная высота зуба определяется из рис. 4.49: Ho =K+h+hk+rk,
где: K – величина затылования; h – высота профиля зуба; hk – удлинение зуба на выход шлифовального круга при заточке (0,5…2,0 мм); rk – радиус канавки (0,5…1,2 мм).
Шаг продольных канавок определяется из развертки делительного цилиндра (рис. 4.52): S=πDt ⁄ tg ω
Длина рабочей части L0 червячной фрезы складывается из:
— двойной величины горизонтальной проекции линии зацепления ab на делительную прямую рейки фрезы (рис. 4.53);
— из величины врезания (эту величину необходимо учитывать потому, что в начальный момент не происходит сопряжения профилей фрезы и нарезаемого колеса);
Из величины, учитывающей перемещение фрезы на 1…2 шага (для того, чтобы в работе могли участвовать новые, незатупленные зубья).
Практически подсчет длины рабочей части фрезы ведется по приближенной формуле: L0=4t+(13…15) мм, где t – осевой шаг фрезы.
Геометрия фрезы характеризуется передними и задними углами при вершине зуба и на боковых режущих кромках. Задний угол α при вершине зуба берется равным 10…12o.
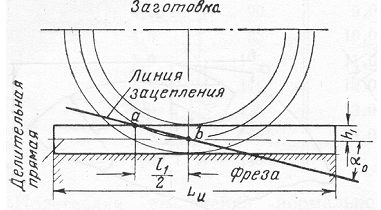
Рис. 4.53. Определение длины червячной фрезы
Задний угол для боковых кромок рассматривается в нормальном к ним сечениях и определяется по формуле: αб = tg α *sin α0, где: α – задний угол на вершине зуба; α0 – угол зацепления.
Нарезание конических колес с криволинейными зубьями производится специальными червячными фрезами, имеющими коническую форму (рис. 4. 54).
Особенность этих фрез заключается в неодинаковой толщине зубьев по делительной прямой. Закономерность изменения толщины зубьев фрезы изображена на рис. 4.55. Лишь только один (третий) зуб фрезы имеет номинальную толщину S2=π·m / 2. Остальные зубья фрезы, расположенные по обе стороны от этого зуба, имеют увеличивающуюся толщину, как это изображено на кривой изменения S.
Червячная фреза, применяемая для нарезания червячного колеса, представляет собой точную копию червяка, который будет работать в зацеплении с данным червячным колесом, т.е. у нее должны быть одинаковы с основным червяком модуль, делительный диаметр, число заходов, профильный угол и форма винтовой поверхности. Обычно формой основного червяка является архимедова винтовая поверхность.
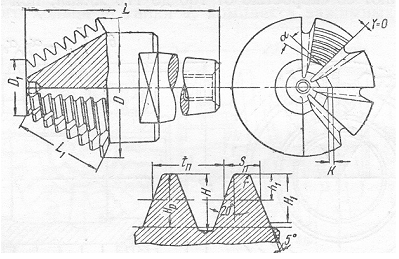
Рис. 4.54. Червячная фреза для нарезания конических колес с криволинейными зубьями
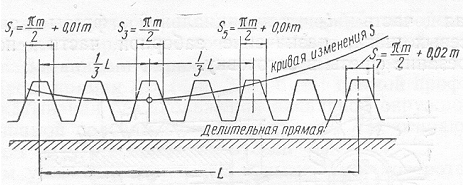
Рис. 4.55. Схема изменения толщины зубьев червячной фрезы для нарезания конических колес с криволинейными зубьями
Различают два типа червячных фрез для нарезания червячных колес:
— радиальные, имеющие цилиндрическую форму и работающие с радиальной подачей (рис. 4.56);
— тангенциальные, имеющие заборную коническую часть и работающие с тангенциальной подачей (рис. 4.57).
Заборная часть тангенциальной фрезы захватывает 2,5…3,0 шага; назначение заборной части – постепенное плавное врезание фрезы в заготовку.
Червячные фрезы с наружным диаметром больше 30 мм изготавливаются насадными; с диаметром менее 30 мм – цельными.
При нарезании шлицевых валов используются обычные шлицевые фрезы и с усиками (рис. 4.58).
Червячная фреза, представленная на рис. 4.58, имеет зуб, у которого на вершине находятся два выступа (усики); этими выступами фреза вырабатывает углубления в нарезаемых шлицевых канавках.
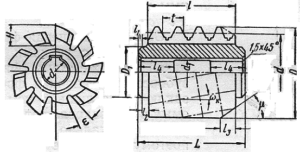
Рис. 4.56. Червячная фреза для нарезания червячных колес с радиальной подачей
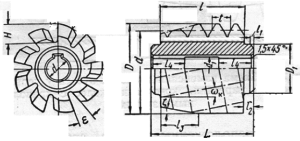
Рис. 4.57. Червячная фреза для нарезания червячных колес с тангенциальной подачей
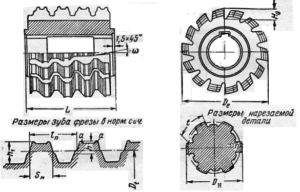
Рис. 4.58. Червячная шлицевая фреза с усиками
